Raue oder unsaubere Ecken sind im Wesentlichen temperaturbedingte Probleme. Mangels genügend Zeit zum Abkühlen, beginnen sich die Ecken des Ausdrucks nach oben zu kräuseln.
Raue oder unsaubere Ecken (engl. curling oder rough corners) auf deinem gedruckten Objekt sind in den meisten Fällen auf eine zu hohe Drucktemperatur oder unzureichende Kühlung deines Druckobjekts zurückzuführen. Je nach Größe des Druckobjekts kann das Problem auch aufgrund einer zu hohen Druckgeschwindigkeit verursacht werden.
Ganz gleich was die Ursache für dieses Problem ist, durch die Anpassung einiger weniger Einstellungen in deiner Slicer Software, lässt es sich meist sehr einfach beheben.
Welche Ursachen haben raue oder unsaubere Ecken?
Raue oder unsaubere Ecke sind im Wesentlichen ein weiteres Beispiel für Fehler, welche durch eine falsche Drucktemperatur oder eine unzureichende Kühlung des Druckobjekts hervorgerufen werden. Jedoch spielt auch die Größe des Druckobjekts eine nicht unwesentliche Rolle. Ist das Druckobjekt eher klein, können diese Effekte auch durchaus durch eine zu hohe Druckgeschwindigkeit ausgelöst werden.
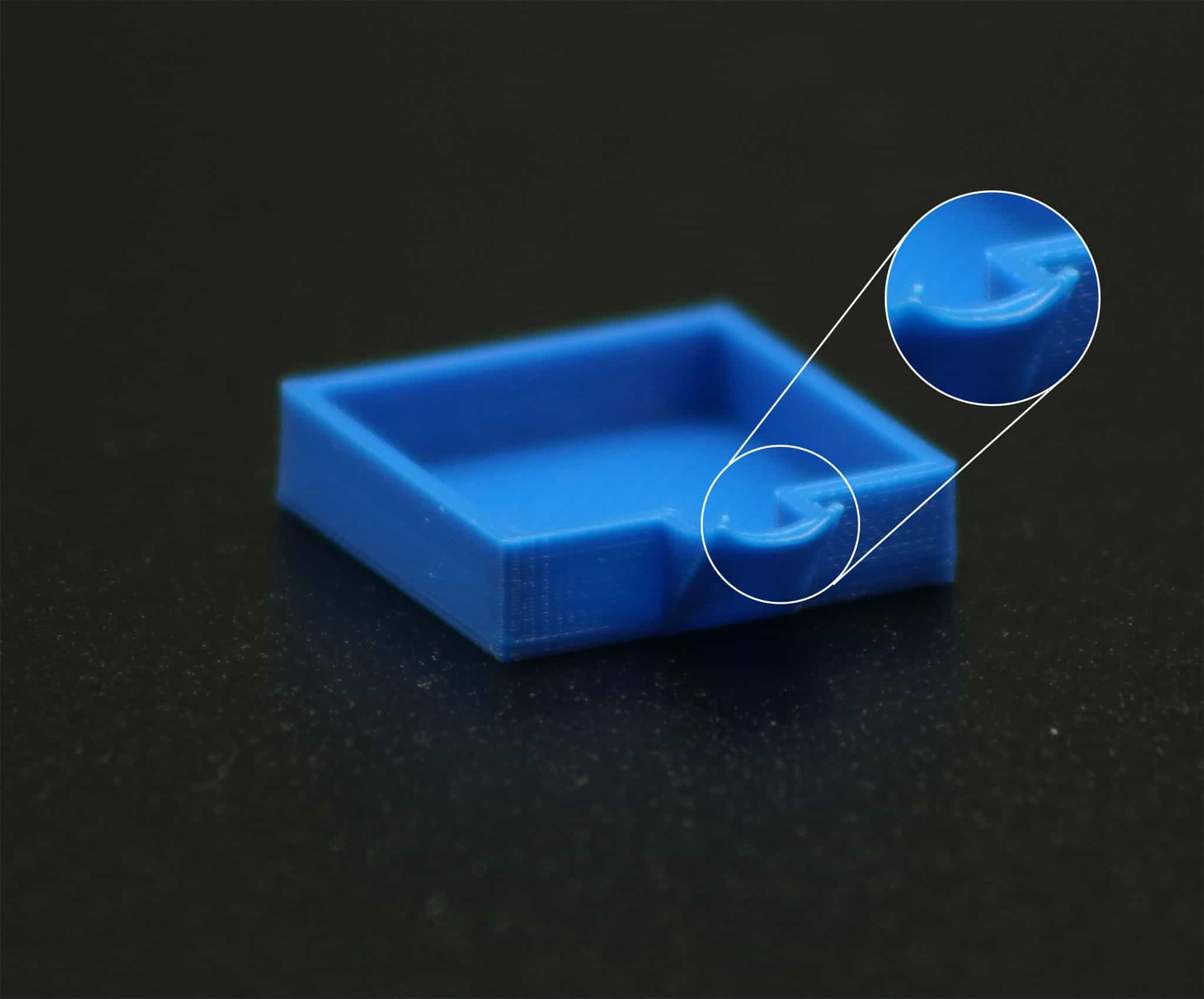
Du erkennst das Problem daran, dass sich das Material an den Ecken deines Ausdrucks nach oben kräuselt. Dieser Effekt ist im Normalfall sehr schwer zu übersehen und tritt im Grunde nur an den Ecken deines Ausdruck bzw. sehr gerne auf Ecke eines Überhangs auf.
Raue oder unsaubere Ecken sind meist auf folgende Ursachen zurückzuführen:
- unzureichende Kühlung des Druckobjekts
- zu hohe Drucktemperatur
- zu hohe Druckgeschwindigkeit
Wie vermeidest du raue oder unsaubere Ecken?
Kühlung des Druckobjekts aktivieren
Bei einer unzureichenden oder nicht aktiven Kühlung des Druckobjekts benötigt das extrudierte Material länger um auszukühlen.
Um dies zu vermeiden, aktiviere die Kühlung des Druckobjekts sofern du diese noch nicht aktiviert hast. Sollte die Kühlung bereits aktiv, aber noch nicht an der oberen Leistungsgrenze sein, dann erhöhe die Intensität der Kühlung.
Aber Vorsicht, nicht jedes Material sollte gekühlt werden. Bei ABS muss die Kühlung deaktiviert sein, da es sonst zusätzlich zu Materialverwerfungen (engl. Warping) kommen kann.
Drucktemperatur anpassen
Bei einer zu hoch eingestellten Drucktemperatur in deiner Slicer Software kann das Material beim Austreten aus der Düse zu flüssig sein. Das Material verliert dann sehr schnell die gewünschte Form bevor es noch ausgetrocknet ist.
Um dieses Problem zu beheben, stelle sicher, dass du dich mit der eingestellten Drucktemperatur im Bereich der Herstellerangaben des Filaments befindest. Wenn die Temperatur korrekt eingestellt ist, verringere die Drucktemperatur in deiner Slicer Software schrittweise um 5°C. Kontrolliere mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt haben.
Sei jedoch Achtsam, wenn du die Drucktemperatur verringerst. Eine zu niedrige Temperatur kann zu Unterextrusion führen.
Korrigieren der Druckgeschwindigkeit
Die aktuell gedruckte Schicht benötigt eine gewisse Zeit um einigermaßen auszuhärten bzw. um zumindest so fest zu werden, dass sie beim Auftragen der nächsten Schicht nicht sofort ihre Form verliert. Daher ist es vor allem bei Schichten unter 15 Sekunden Druckzeit wichtig, dass diese langsamer gedruckt werden.
Jede gängige Slicer Software bietet eine Option an, um die Druckgeschwindigkeit zu senken, sofern die berechnete Druckzeit eines Layers unter einem definierten Wert liegt. Aktiviere diese Option um die Druckgeschwindigkeit für die betroffenen Layer beim Slicen zu reduzieren.
Generell gilt, wenn du langsamer druckst erhöhst du die Qualität deines Ausdrucks.
Anpassen des CAD Modells
Sofern es das Design zulässt, kannst du versuchen anstelle einer harten Kante eine Rundung zu designen. Das hat den Vorteil, dass der Druckkopf an den Kanten nicht vollständig gestoppt werden muss um die Richtung zu ändern, was wiederum ein Überschwingen des Druckkopfs verursachen kann. Weiters werden dem Objekt damit Spannungspunkte genommen und das fertige Druckobjekt wird dadurch stabiler. Zusätzlich kann durch diese Maßnahme die Druckzeit bei größeren Druckobjekten teilweise drastisch gesenkt werden.
Diesen und noch viele weitere Design Tipps findest du im Artikel Die Top 16 Design Tipps für den 3D Druck.
Weitere Tipps wie du die Druckzeit optimieren kannst, findest du im Artikel zur Optimierung der Druckzeiten.