Bei nahezu allen Druckobjekten werden am Ende mehrere feste Schichten über eine Fläche mit relativ wenig Füllmaterial gedruckt. Durch falsche Einstellungen des Slicers, können hier Lücken in der obersten Schicht entstehen.
Was genau führt denn eigentlich zu Lücken in der obersten Schicht? Wenn dein Ausdruck Lücken oder Löcher in der obersten Schicht, dem sogenannten top layer, aufweist, dann ist das in den meisten Fällen auf zu wenig Füllmaterial oder eine zu gering definierte Anzahl an oberen Schichten zurückzuführen. Weiters können aber auch eine unzureichende Kühlung des Druckobjekts oder Unterextrusion mögliche Ursachen für Lücken in der obersten Schicht sein.
Dieses Problem lässt sich in den meisten Fällen durch kleinere Optimierungen in der Slicer Software beheben.
Welche Ursachen haben Lücken und Löcher in der obersten Schicht?
Um den Materialverbrauch und die Druckzeit zu reduzieren, wird beim 3D Druck eine definierte Anzahl an oberen festen Schichten auf einen größtenteils hohlen Innenraum gedruckt. Für einen sauberen Ausdruck müssen sich die oberen Schichten mit dem vorhandenen Füllmaterial verbinden. Geschieht das nicht, kann es zu Lücken und Löcher in der obersten Schicht deines Druckobjekts kommen.
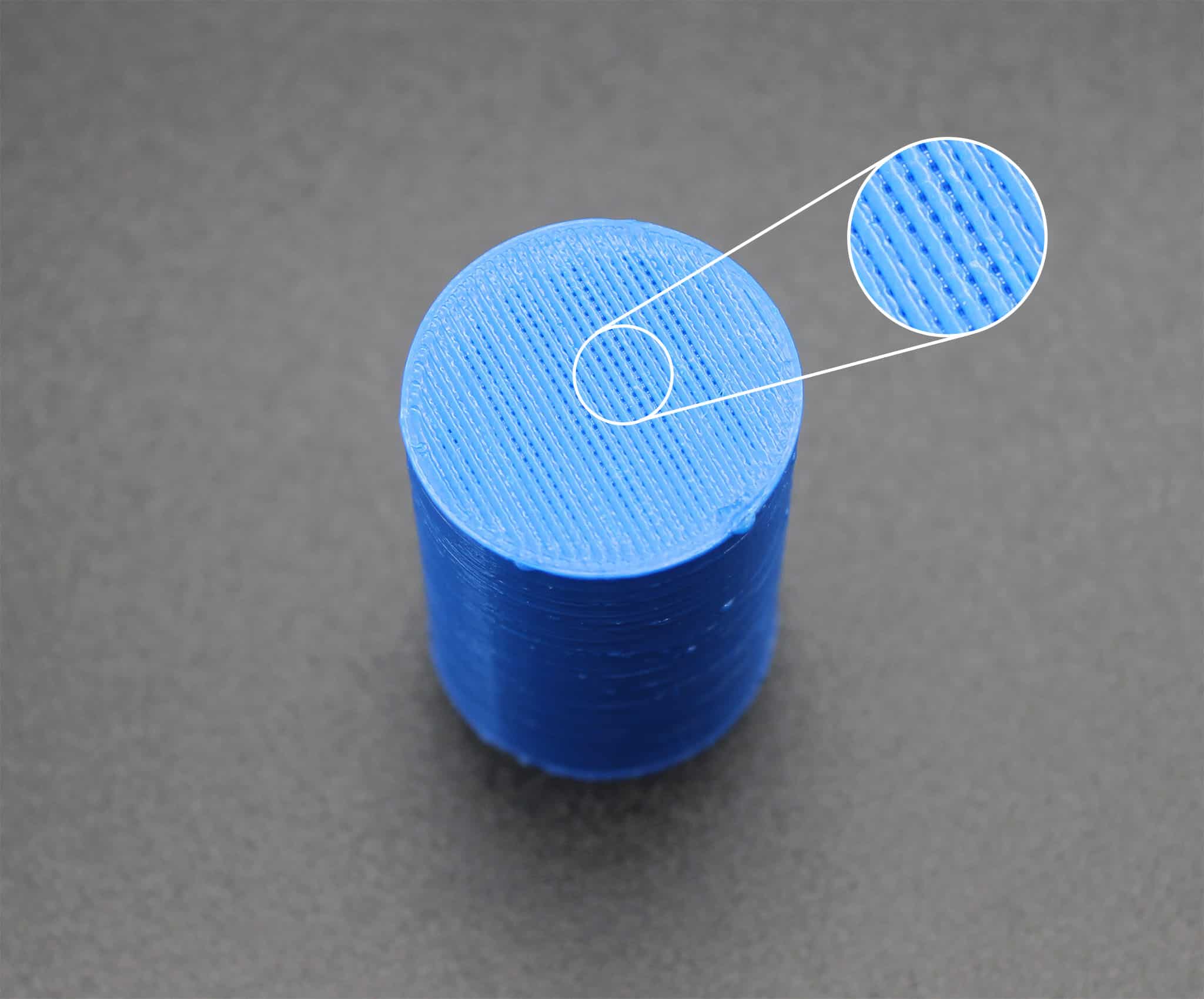
Du erkennst dass dein Ausdruck von diesem Problem betroffen ist, wenn du auf deinem Ausdruck kleinere Lücken oder auch größere Löcher sehen kannst.
Lücken und Löcher in der obersten Schicht deines Ausdrucks sind in den meisten Fällen auf folgende Probleme zurückzuführen:
- zu wenige oberste Schichten
- zu wenig Füllmaterial
- unzureichende Kühlung des Druckobjekts
- Unterextrusion
Wenn du Lücken zwischen der Oberfläche und den äußeren Linien hast, dann lies bitte den Beitrag Lücken zwischen der Oberfläche und den äußeren Linien und befolge die dort angegebenen Lösungsschritte.
Wenn du Lücken oder Löcher in den Ecken von Übergängen deines Ausdrucks hast, dann lies bitte den Beitrag Lücken in den Ecken von Übergängen und befolge die dort angegebenen Lösungsvorschläge.
Wie vermeidest du Lücken in der obersten Schicht?
Anzahl der obersten Schichten anpassen
Wenn du versuchst eine feste Schicht auf eine teilweise hohle Füllung zu drucken, muss diese feste Schicht den kompletten hohlen Bereich des Objekts überdecken. Die einzelnen Linien der ersten vollen Schicht neigen dazu, in den hohlen Raum zu sinken. Daher druckst du im Normalfall mehrere festen Schichten übereinander, um eine festen, saubere Oberfläche zu bekommen.
Setze die Anzahl der obersten Schichten auf eine Anzahl von ca. 3 – 6 Schichten. Als Faustregel gilt, dass die feste Oberfläche mind. 0,5 mm dick sein sollte. Wenn du also beispielsweise mit eine Schichthöhe von 0,2 mm druckst, sollten in deinem Slicer mindestens 3 top layer eingestellt sein.
Wenn du trotz der korrekt berechneten Anzahl an Schichten Lücken in der obersten Schicht hast, erhöhe die Anzahl um einen weiteren Layer und kontrolliere mit einem weiteren Druck, ob diese Korrektur dein Problem gelöst hat.
Menge des Füllmaterials anpassen
Das gedruckte Füllmaterial dient als Stütze für deine oberen Schichten. Hast du zu wenig Füllmaterial in deinem Slicer eingestellt, entstehen große Hohlräume. Im schlechtesten Fall sackt das gedruckte Material während des Drucks in diese Zwischenräume ab. Mit einer knapp bemessenen Anzahl an obersten Schichten können diese Stellen oftmals nicht vollständig abgedeckt werden.
In den meisten Fällen ist eine Füllmenge (engl. infill percentage) von
20 – 25% zu empfehlen. Sollte dies nicht ausreichend sein, erhöhe den Prozentsatz an Füllmaterial in deiner Slicer Software schrittweise um 5%. Damit verleihst du den oberen festen Schichten ein besseres Fundament und damit mehr Stabilität.
Kühlung des Druckobjekts aktivieren
Bei einer unzureichenden oder nicht aktiven Kühlung des Druckobjekts benötigt das extrudierte Material länger um auszukühlen. Solange das Material noch nicht ausgekühlt ist, kann es in die Hohlräume des Infills absacken.
Um dies zu vermeiden, aktiviere die Kühlung des Druckobjekts sofern du diese noch nicht aktiviert hast. Sollte die Kühlung bereits aktiv, aber noch nicht an der oberen Leistungsgrenze sein, dann erhöhe die Intensität der Kühlung.
Aber Vorsicht, nicht jedes Material sollte gekühlt werden. Bei ABS muss die Kühlung deaktiviert sein, da es sonst zusätzlich zu Materialverwerfungen (engl. Warping) kommen kann.
Korrektur der Unterextrusion
Unterextrusion ist die Ursache für viele Probleme beim 3D Druck und es gibt eine Vielzahl an möglichen Korrekturmaßnahmen dafür. Um die Lösungsansätze über die verschiedenen Texte möglichst konsistent zu halten, lies hierzu bitte den entsprechenden Beitrag über Unterextrusion und befolge die dort angegebenen Lösungsschritte.