Es kommt immer wieder vor, dass ein fertiger Ausdruck auf den ersten Blick gut aussieht, doch bei genauerem Hinsehen stellst du fest, dass dein Ausdruck einen oder manchmal sogar mehrere Kratzer auf der Oberfläche aufweist.
Kratzer auf der Oberfläche deines Druckobjekts sind das Resultat von zu viel extrudiertem Material (engl. over extrusion) oder einem zu geringen Anheben der Düse während einer Druckkopfbewegung zurückzuführen.
Dieses Problem lässt sich mit kleineren Korrekturen der Einstellungen in deiner Slicer Software beheben.
Welche Ursachen haben Kratzer auf der Oberfläche deines Druckobjekts?
Kratzer auf der Oberfläche deines Ausdrucks entstehen durch die Bewegung des Druckkopfs über dein Druckobjekt. Man muss hier jedoch unterscheiden. Ist dieser Kratzer entstanden, weil überschüssiges Material aus der Düse getropft ist oder weil der Druckkopf nicht weit genug angehoben wurde.
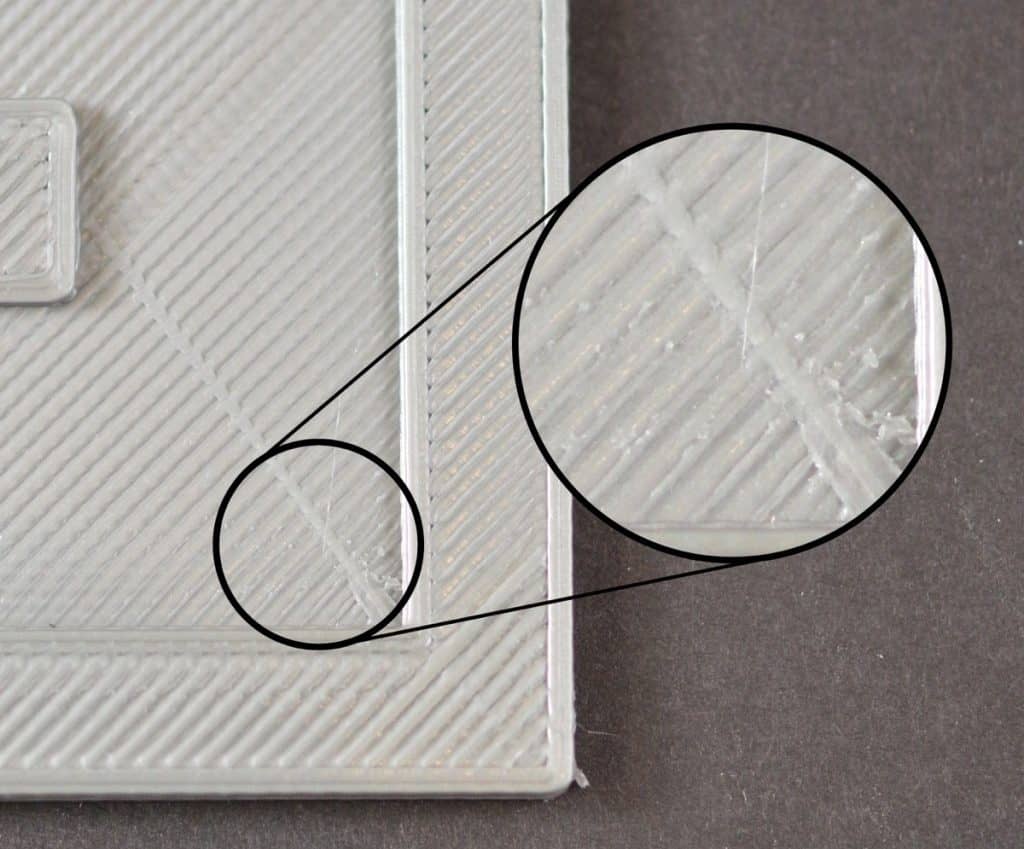
Dieses Problem erkennst du daran, dass du, wie im Beitragsbild gut zu erkennen ist, auf der Oberfläche sehen kannst, wo die Düse entlanggefahren ist. Das ist natürlich sehr ärgerlich, da es die optische Qualität des Ausdrucks zerstört.
Kratzer in der Oberfläche deines Ausdrucks sind meist auf folgende Ursachen zurückzuführen:
- Überextrusion
- kein oder zu geringer Z-Lift bei Druckkopfbewegung
Wie vermeidest du Kratzer auf der Oberfläche deines Druckobjekts?
Korrektur der Überextrusion
Bei Überextrusion wird während des Drucks mehr Material aus der Düse extrudiert als tatsächlich benötigt. Das ist meist auf einen falschen Filamentdurchmesser oder einen falschen Extrusionsmultiplikator (engl. Extrusion multiplier) zurückzuführen. Es kann aber aus sein, dass du ganz einfach eine zu hohe Drucktemperatur eingestellt hast.
Zur Behebung der Überextrusion lies hierzu bitte den Beitrag über Überextrusion und befolge die dort angegebenen Lösungsschritte.
Z-Lift bei Druckkopfbewegung korrigieren
Unter einem Z-Lift oder auch Vertical Lift ist das Anheben des Druckkopfes vor bzw. das Absenken des Druckkopfes nach einer Positionierungsbewegung zu verstehen. Ist das Druckbett schlecht kalibriert, kann es bei einem nicht korrekt eingestellten oder gar gänzlich fehlenden Z-Lift vorkommen, dass die heiße Düse bei einer Bewegungsfahrt leicht über die Oberfläche des Druckobjekts streift. In diesem Fall wird Material vom zuletzt gedruckten Layer durch die Düse abgetragen und es entsteht ein unansehnlicher Krater auf der Oberfläche.
Erhöhe den Wert, der in deinem Slicer für die Z-Lift Einstellung hinterlegt ist. Optimal ist hierbei ein Anheben um ca. 0,5 mm.
Diese Einstellung kann in jedem Slicer geringfügig anders heißen.
Bei einem falsch konfigurierten Z-Lift kann es auch vorkommen, dass sich im Zuge des Drucks Material an deiner Druckdüse sammelt. Dieses Material verfärbt sich und wird, sobald sich genug Material angesammelt hat, auf dein Druckobjekt aufgetragen. Das führt vor allem bei hellem Filament zu unschönen Spuren von Verbrennungen. Lies hierzu den entsprechenden Artikel über Spuren von Verbrennungen am Druckobjekt und befolge bei Bedarf die dort angegebenen Lösungsmöglichkeiten.