Das Problem von Fäden am Druckobjekt (engl Stringing oder Oozing) ist ein unschöner Effekt und erfordert ein wenig Nachbearbeitung des Druckobjekts. Dieses Problem jedoch ganz klassisch als Fehler einzuordnen, wäre nicht richtig. Die Fäden am Druckobjekt können sehr einfach entfernt werden und hinterlassen keine Schäden am fertigen Druckobjekt.
Fäden am Druckobjekt, gängiger als Stringing oder Oozing bekannt, sind meist auf eine zu hohe Drucktemperatur oder einen zu geringen bzw. zu langsamen Filamentrückzug zurückzuführen. Auch lange Druckkopfbewegung zwischen verschiedenen Drucksegmenten können dieses Problem auslösen.
In den häufigsten Fällen kann dieses Problem relativ einfach in mit Änderungen einiger Einstellungen in deiner Slicer Software behoben werden.
Welche Ursachen haben Fäden am Druckobjekt?
Wie bereits erwähnt, sind Fäden am Druckobjekt zwischen zwei Drucksegmenten kein klassischer Fehler, da es das das fertige Druckobjekt nicht zerstört oder unbrauchbar macht. Es ist ein unschöner Effekt, durch welchen im Nachhinein ein wenig Nachbearbeitung erforderlich ist. Dies kann je nach Größe und Detaillierung des Druckobjekts natürlich sehr aufwändig und ärgerlich sein.
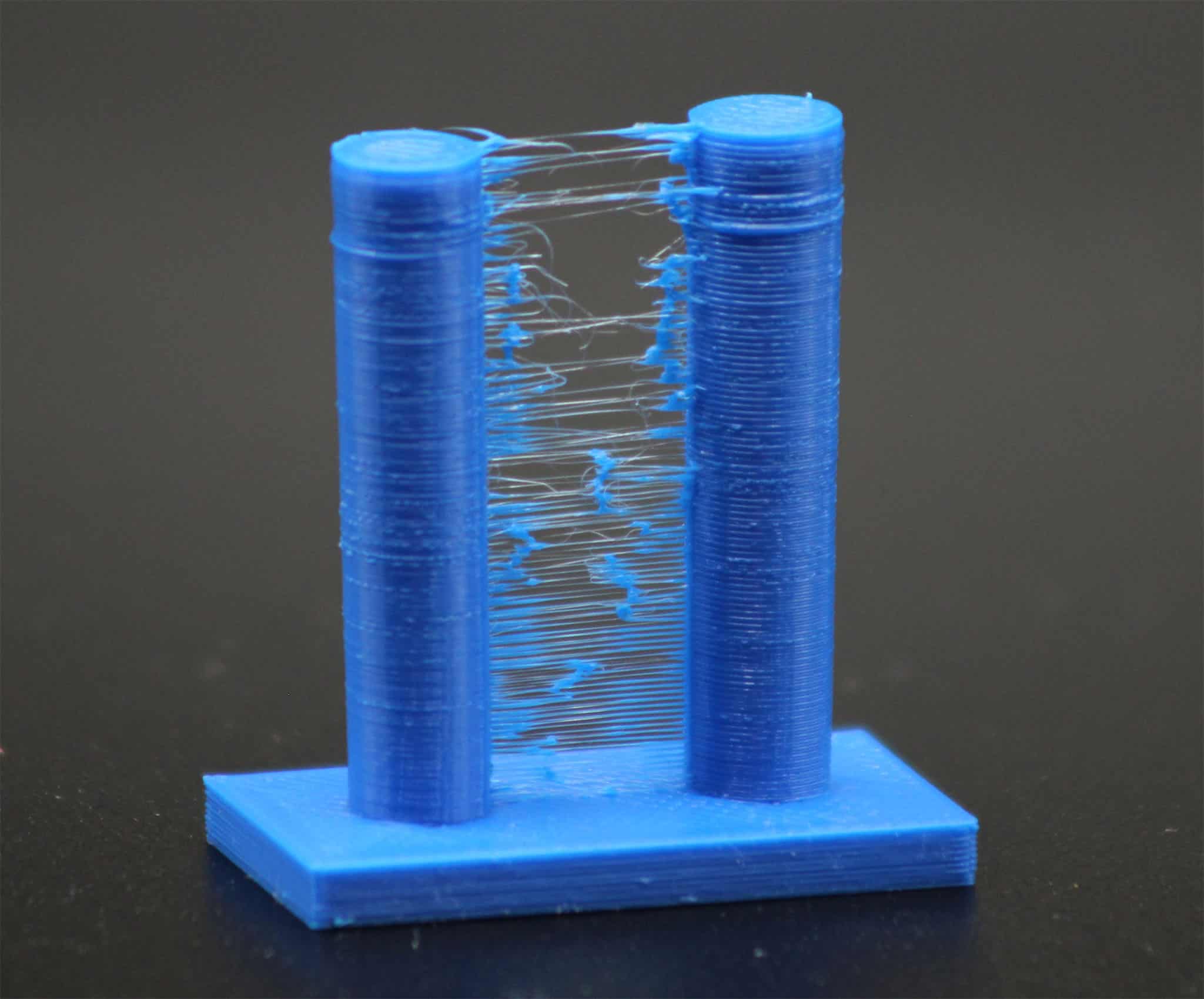
Die Ursache für Fäden am Druckobjekt ist meist ein nicht gänzlich richtig eingestellter Filamentrückzug oder eine zu heiße Drucktemperatur. Du erkennst das Problem daran, dass sich während des Drucks, wie im Beitragsbild zu sehen, feine Fäden im Bereich zwischen zwei Drucksegmenten bilden.
Das sogenannte Stringing oder Oozing auf deinem Druckobjekt ist meist auf folgende Ursachen zurückzuführen:
- zu geringe Filamentrückzugsentfernung (engl. Retraction distance)
- Geschwindigkeit des Filamentrückzugs (engl. Rectraction speed)
- zu hohe Drucktemperatur
- zu lange Druckkopfbewegungen
- Geschwindigkeit der Druckkopfbewegung
Wie vermeidest du Fäden am Druckobjekt?
Distanz des Filamentrückzugs korrigieren
Die wichtigste Einstellung im Zusammenhang mit dem Filamentrückzug (engl. Retraction) ist die Rückzugsentfernung (engl. Retraction distance). Diese Einstellung bestimmt, wie viel Material aus der Düse herausgezogen wird. Je mehr Material von der Düse zurückgezogen wird, desto weniger wahrscheinlich ist es, dass Fäden während des Drucks entstehen.
Je nach Extrudertype in deinem Drucker, ist einer der folgenden Werte für die Rückzugsentfernung anzuwenden.
| Extruder | Rückzugsentfernung (engl. retraction distance) |
|---|---|
| Direct drive Extruder | 0,5 – 2 mm |
| Bowden Extruder | bis zu 15 mm |
Taste dich mit kleinen Testobjekt an die optimale Einstellung heran. Erhöhe dabei den Rückzugsentfernung schrittweise je nach Extruder um 0,5 bzw. 1 mm und teste anschließend, ob sich das Ergebnis verbessert hat.
Aber Vorsicht, wenn du geschmolzenes Material zu weit aus de Düse ziehst, kann dies im schlimmsten Fall zu einer verstopften Düse führen.
Geschwindigkeit des Filamentrückzugs erhöhen
Die zweite auf den Filamentrückzug bezogene Einstellung ist die Rückzugsgeschwindigkeit (retraction spped). Sie definiert wie schnell das Filament aus der Düse gezogen wird.
Wird das Filament zu langsam zurückgezogen, kann verflüssigtes Material aus der Düse tropfen und Fäden ziehen. Wird das Filament jedoch zu schnell aus der Düse gezogen, kann sich das noch feste Material vom bereits verflüssigten Material trennen. Im besten Fall kommt es zum hier beschriebenen Stringing, im schlechtesten Fall kann hierbei die Düse verstopfen.
Es gilt hier also sozusagen den Sweet Spot zwischen zu langsam und zu schnell zu finden. Dieser Sweet Spot liegt im Normalfall zwischen 20 bis 100 mm/Sek. bzw. 1200 und 6000 mm/Min., je nachdem welche Angabe deine Slicer Software erwartet.
Korrigiere die Rückzugsgeschwindigkeit schrittweisen um 10 mm/Sek. bzw. 100 mm/Min. und kontrolliere mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt.
Drucktemperatur anpassen
Bei einer zu hoch eingestellten Drucktemperatur kann das Material zu flüssig sein und tropft dabei während der Druckkopfbewegung aus der Düse. Bei dieser Bewegung können Fäden zwischen den zwei Segmenten entstehen.
Um dieses Problem zu beheben, stelle sicher, dass du dich mit der eingestellten Drucktemperatur im Bereich der Herstellerangaben des Filaments befindest. Wenn die Temperatur korrekt eingestellt ist, verringere die Drucktemperatur in deiner Slicer Software schrittweise um 5°C. Kontrollieren mit einem Testdruck, ob die Änderung den gewünschten Effekt erzielt haben.
Aber Vorsicht, eine zu niedrige Temperatur kann zu Unterextrusion führen.
Vermeiden langer Druckkopfbewegungen
Wie beschrieben entsteht Stringing bei Druckkopfbewegungen zwischen zwei Drucksegmenten. Je länger der Abstand dieser beiden Segmente ist, desto höher ist auch die Chance, dass es zur Bildung von Fäden zwischen diesen beiden Bereich kommt.
Die meisten Slicer bieten mittlerweile eine Option an, mit welcher die Druckkopfbewegungen optimiert und damit Stringing verhindert werden soll. Je nach Slicer heißt diese Option z.B. „Avoid crossing perimeter“, „Avoid crossing outlines“ oder ähnlich.
Geschwindigkeit der Druckkopfbewegung anpassen
Auch die Geschwindigkeit mit welcher der Druckkopf von einer Stelle zur nächsten bewegt wird, ist ausschlaggebend dafür, ob es zur Bildung von Fäden am Druckobjekt kommt oder nicht. Ein höhere Geschwindigkeit kann dir somit helfen, Stringing zu vermeiden bzw. zu beheben.
Versuche daher die Geschwindigkeit der X- und Y-Achsen in deiner Slicer Software zu erhöhen, da diese in der Regel für die Position des Druckkopfs verantwortlich sind. Je nach Bauart deines Druckers, kann es natürlich sein, dass nicht der Druckkopf sondern das Druckbett entlang der Y-Achse bewegt wird.
Beachte jedoch, dass die Herstellerangaben hinsichtlich Geschwindigkeit immer nur eine Seite der Medaille sind. Du kannst den Druckkopf noch so schnell bewegen, wenn das Material nicht schnell genug geschmolzen werden kann, führt dies sehr schnell zur Unterextrusion. Hier könntest du wiederum mit einer höheren Drucktemperatur gegenwirken, was wieder zu Stringing, Überextrusion oder rauen bzw. unsauberen Ecken führen kann. Auch Spuren an der Oberfläche sind hier nicht gänzlich auszuschließen.
Wie du siehst, bewegst du dich ab einem gewissen Punkt im Kreis. Es gilt hier einfach den Sweet Spot zwischen Geschwindigkeit und Drucktemperatur zu finden. Generell solltest du jedoch immer im Hinterkopf haben, dass langsameres Drucken zu höherer Druckqualität führt.